Commentary
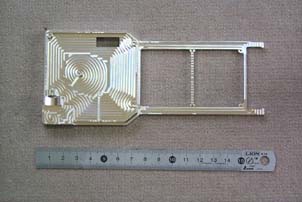
Although it is hard to be detected in the photograph, it is not possible to be clamped by the vice, because it has a complicated figure and a groove from the back side of the surface.
In such a case, the melthod often used is fixing a work with per urethane
resin.
As process
1)Drilling of the surface from the material plate(machining)
2)Pouring resin into the surface groove(manual work)
3)Reference processing of the surface into which resin is poured(machining)
4)Processing and cutting from the back side(machining)
|

|
The first step
Cutting a groove into the surface. |

|
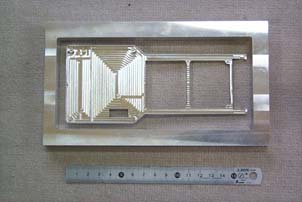
Injection of per-urethane resin
(It is convenient to put nylon, delrin, etc.for ease of removal) |

|
In the second step
Cutting reference plane of per-urethane resin part
(When processing distortion occurs in the first process, vacuum chuck can
correct it)
|
|
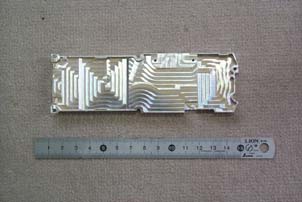
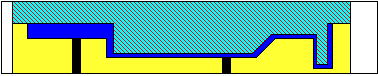
The third step
Digging and cutting of the back side(blue part is work)
(When vacuum chuck is used in the second step, it should also be used in
this step) |
removal
When there is nylon, delrin, etc, screw up, and pull out, and air blow.
When it is difficult to be detached, putting it in hot water makes it easy.
|
advantage
・This method has the advantage of being able to fix the work as it is.
・We do not need an expensive jig.
・Novibration during cutting, and dimensional and surface accuracy improves.
Disadvantage
・It's not suitable for mass production.
Other
・When used in combination with avacuum chuck, another interesting effect
occurs.
|
 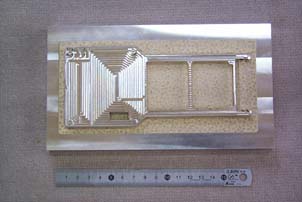
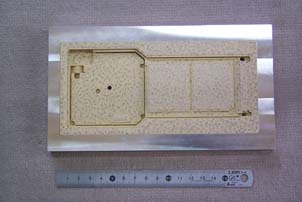
Light brown parts are per-urethane resin. Multiple points in resin are
molded chips.
The blace dot of the 3rd photo is the hole for remobal of air blow. |
Used Pel/urethane resin and molded chip
 
Pel/urethane resin used in this case is MU-986 of Nippon pelnox Corporation.
Molded chips are mixed in order to deter the shrinkage of the per urethane
resin. |
| Other processed sample |
Point of work
The curing time of MU-986is supposed to be 30minutes(10minutes, 20minutes, and 30minutes,
curing time types are included in the catalog), but it takes about 1hour
to cure.(It generates heat while curing, but it can be processed once it
gets cold)
Although it can be taken away using air blow, it is convenient to set
it in a way so you can hit with praghan. |